

等离子堆焊与激光熔覆的区别

随着激光技术的飞速发展和广泛应用,激光熔覆设备也逐渐开始应用于各个行业。激光熔覆在大家眼里似乎都十分高大上,然而一部分等离子堆焊设备厂商利用这一点,竟然鼓吹自己的等离子堆焊设备就是激光熔覆。另一部分激光熔覆设备厂商则无限夸大激光的优势,贬低等离子堆焊是落后技术。有鉴于此,在这里有必要为大家全 面比较下两者的区别。
1.技术特点
等离子堆焊所采用的等离子弧,它利用各种约束机制,充分发挥了电弧等离子区的高温、高穿透能力,使电弧的特性发生了质的变化。压缩电弧具有很高的温度,电弧的形态从锥形变成了圆柱形,由此使等离子堆焊具有一系列有利的工艺特点。等离子堆焊一般为连续工作,工件冷却速度相对较慢,形成的过渡区域相比激光熔覆要更深一些,这对硬质合金材料来说,应力会释放的好一些。
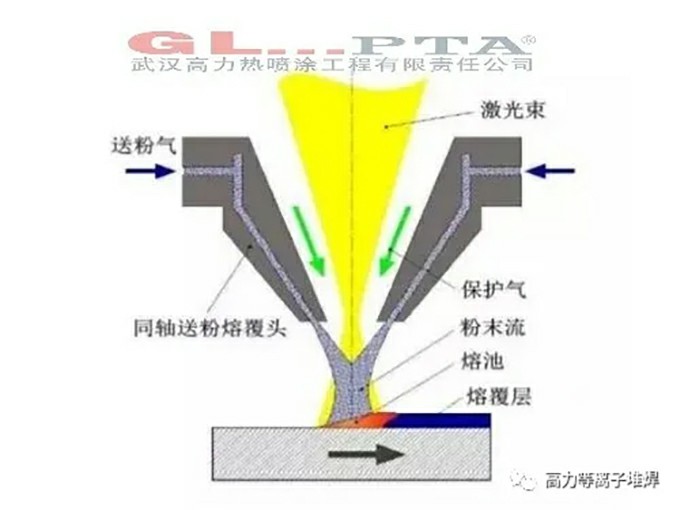
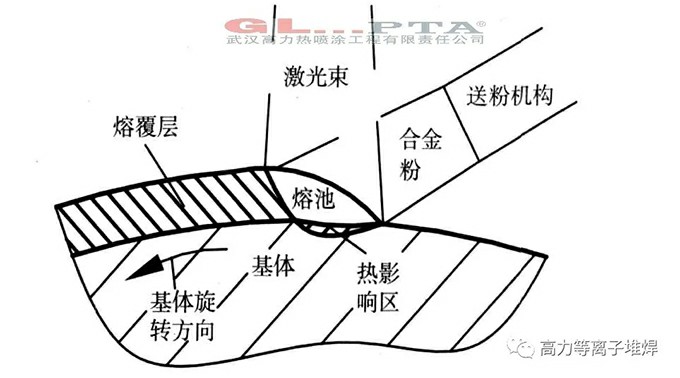
激光熔覆则是通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔化,熔池凝固后形成稀释度ji低、与基本材料形成冶金结合的表面涂层,从而显著改善基本材料表面的耐磨、耐蚀、耐热、抗氧化能力及电器特性的工艺方法。激光熔覆zui重要的特点是热量集中、加热快、冷却快、热影响区小,特别对不同材质之间熔融有着其它热源无法比拟的特点。激光熔覆这一特殊的加热快和冷却快的过程,在熔铸区域产生的组织结构特殊,甚至可以产生非晶态组织,特别是脉冲激光更为明显,这就是所谓激光熔覆无退火、不变形的原因,
2.设备特点
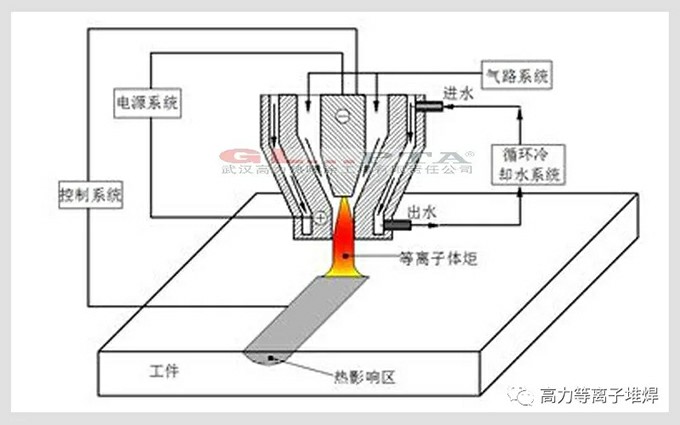
等离子堆焊设备一般由等离子喷焊电源、电气控制系统、机械装置、气路系统、水冷系统、等离子焊枪等部分组成。等离子堆焊设备的设计是以满足工艺要求为出发点,组成设备的各主要部件和基本电路的性能,都将影响到堆焊焊层质量和工艺稳定性。随着电气技术的进步,我国的等离子弧焊电源技术水平已经具备足够的支持能力。另外,等离子堆焊设备体积小,重量小,焊枪既有机装型也可以采用手持型,这使它使用起来更加灵活方便,辅助工装的造价便宜。



3.工艺特点
(1)前期处理等离子堆焊只需除锈、去污、去疲劳层即可。
激光熔覆,一般需要将工件打磨干净、除油、除锈、去污去疲劳层等,相比于等离子堆焊处理要更加精细。
(2)送粉
等离子堆焊采用氩气作为送粉气,通过焊枪喷嘴内送粉或者外送粉,送粉出口可以有一定的倾斜度。这样就便于手工等离子堆焊操作,对于工件现场修复比较适用。
CO2激光器功率较大,一般用氩气送粉;YAG激光功率小,一般用自然落粉的方式。由于激光的直线性,在熔覆时都基本在水平位置形成熔池,倾斜稍大粉末便不能正常送达熔池,使用范围受到很大限制,特别是YAG激光器。

(3)熔池状态
等离子堆焊的稳定性好,熔池的形成也易于控制,堆焊合金材料与机体融合充分,区域过渡性较好。

由于激光的控制精度高,输出功率恒定,且没有电弧接触,所以熔池大小深度一致性好,熔池的热影响区相比等离子堆焊要小得多。

(4)材料选择
等离子堆焊,采用等离子弧加热方式对材料限制少,材料选择更广泛,一般铁基、镍基、钴基、铜基和高温陶瓷材料皆可使用,对碳化物、氧化物等材料的堆焊相对更容易一些。
激光熔覆,由于不同材料对不同波长激光的吸收能力不同,造成激光熔覆材料选择限制较大,激光更适于镍基自熔性合金等一些材料,对碳化物、氧化物的熔覆更困难一些。

4.结语
关于等离子堆焊和激光熔覆,网络上大部分文章都强调激光的优势,强调激光技术的先 进性,当然这是大家共同追求的目标。然而,多数是从微观角度用金相分析的方法评价激光的。
本着辩证唯物主义的思想,激光熔覆也是有其劣势的。首先,在工艺方面由于激光设备比较娇气限制条件较多,在实际生产中操作者往往需要很高的操作技能,给广大用户造成了诸多困难。其次,激光加热快冷却快致使熔覆层熔融时间过短,容易造成光斑外缘和内缘差别大,组织形成不均匀,应力分配不匀,排气浮渣不充分,从而产生焊层硬度不均,形成气孔夹渣等问题,难以获得大面积完 美的熔覆层,YAG激光尤其为甚。所以,激光熔覆从选材到操作都应格外细致。
等离子堆焊相对激光熔覆来说,虽然输入热量大,基体变形量比激光大,但其熔融充分,硬度分布均匀,排气浮渣彻 底,材料选择范围广,易于操作,易获得较为完好的整体堆焊层。等离子设备成本相对较低,自动化程度高,操作简单便捷效益好。因此,在大面积、高厚度堆焊方面,等离子堆焊有着无可比拟的优势。






